![]() ストロング掛金 プレートラッチ 防犯くさりなどの
ストロング掛金 プレートラッチ 防犯くさりなどの
掛け金具専業メーカー
豆知識
ストロング金属のブランドマークの由来
昭和22年創業の丸和商店の店名が隠れています。
ストロング金属の歴史街道
昭和の主な出来事と共に、ストロング金属の商品の変革をご紹介いたします。
南京錠サイズ
ストロング掛金と南京錠のサイズは様々です。一般的に推奨されますサイズの対応表を示します。
| 呼称 | 南京錠サイズ(推奨値) |
|---|---|
| 25 | 15㎜ or 20㎜ |
| 35 | 20㎜ |
| 45 | 25㎜ or 30㎜ |
| 60 | 25㎜ or 30㎜ |
| 75 | 25㎜ or 30㎜ or 35㎜ |
| 80 | 35㎜ or 40㎜ |
| 95 | 35㎜ or 40㎜ |
| 115 | 40㎜ or 45㎜ |
| 135 | 40㎜ or 45㎜ or 50㎜ |

下穴のあけ方について
厳密な規定はありませんが、ご使用のネジサイズより少し小さめの穴径を下穴であけていただきますと、取付けやすくなります。
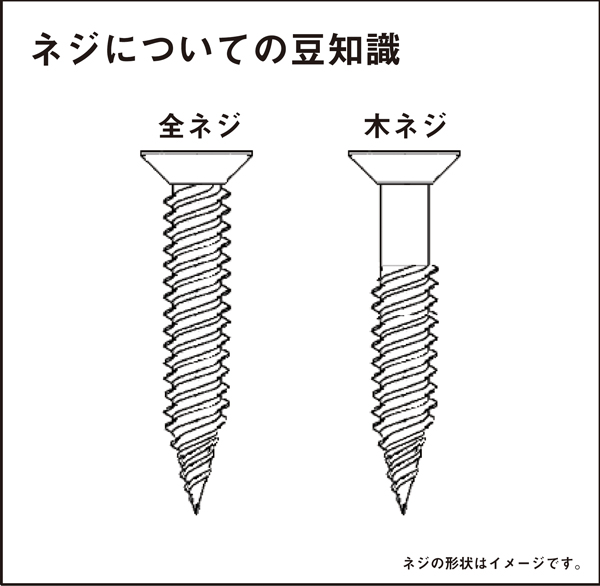
ネジについての豆知識
ネジには木ネジと全ネジが有ります。こちらの「ネジの豆知識」をご参照ください。
ストロング金属では、掛金、ラッチ等の商品で使用するネジは、各商品のサイズに応じて、全ネジと木ネジを使い分けています。
SUS304ステンレス鋼とは
鉄の6大元素と、クロム(Cr)・ニッケル(Ni)の合金で、さびにくい鋼とのことです。
ステンレス鋼は、表面に「酸化被膜」という薄い膜を形成し、それが安定して変化しない状態を保っています。
SUS304は18%のCrと8%のNiを含むステンレス鋼で、それにモリブデン(Mo)を添加して耐食性、耐孔食性をさらに向上させたステンレス鋼です。
表缶はSUSと書き、「サス」と一般的に呼ばれます。
SPCCとは
SPCCとは冷間圧延鋼板のことです。
簡単に説明すると「高炉メーカより製造された熱間圧延軟鋼板(SPHC)を常温下で冷間圧延(再圧延)(coid strip mill)した薄板」となります。
焼付塗装とは
鉄・ステンレス・アルミ・真ちゅうなどの金属などに塗料を塗り130℃~200℃の温度で20分から30分加熱することでその塗料を硬化(焼付ける)させる塗装です。
メッキの種類について
金属は空気中の酸素と反応しやすく、酸化物を表面に作ることで変色や、錆びなどが発生してしまいます。また、一般的に金属の素地そのものでは、表面が柔らかく傷がつきやすかったり、熱に弱い等の弱点が有ります。それらの外的環境変化から保護する為に、表面処理を行います。
表面処理の種類には、塗装やメッキを主に使用しますが、弊社の製品には主にGB(Germanic Bronze)メッキ、ユニクロメッキ、クロームメートメッキを採用することで、商品のデザイン性や機能性を向上させています。
研磨について
バレル研磨とは?
今日においてバレル研磨は自動車、電子機器業界をはじめとして多くの業種業界に導入していただいており、多くの場合製造工程の最終工程を担っております。
使用目的としては、バリ取り、平滑仕上げ、鏡面仕上げ、R付け、スケール取りなどです。
研磨石と工作物、コンパウンドと水を研磨機の研磨槽に一定の割合で混合して充鎮し、研磨槽に運動を与えます。
研磨槽が運動することによって工作物と研磨石はその重さ、形状の違いによって動き(速度と方向)に差が生じ、研磨石と工作物とが擦れ合います。
この時に生じる摩擦によって研磨をおこないます。
バレル研磨の3要素
- ・研磨石
- 工作物と直接接し、自らも消耗して研磨目的を果たす
- ・研磨機
- 内面をライニングされた槽、伝達部、動力から成り、内容物に運動を与える
- ・コンパウンド+水
- 研磨石の性能を保ち工作物へのダメージを防止、抑制する
バレル研磨のメリット
- ●加工コストが安価!
- ●一度に大量の加工が可能!
- ●加工後の品質のばらつきが小さい!
- ●複雑形状でも加工が可能!
- ●作業に熟練を要しない!
株式会社 チップトン社 引用説明
電解研磨とは?
電解研磨は油や研磨材を使わず、ステンレス表面に一切の物理的力を加えないで研磨する。
研磨面は緻密で均一な不動態皮膜に覆われ、その不動態皮膜中のクロム濃度は鉄の1.5倍以上に濃縮されているので、実質的に錆びない表面が得られる。
(通常のステンレス中のクロム濃度は鉄の0.26倍程度)
しかしながら、実際に物を作る場合には溶接や曲げ加工など多くの加工が加えられるので、その表面は決して均一なものではなく、むしろ不均一な表面になる。
ところが、電解研磨は不均一な表面に沿って一様に研磨するので、電解研磨をする前に不均一な部分を機械的研磨により取り除いて均一な表面にしてから電解研磨をする必要がある。
脱脂:ステンレス表面には圧延やプレス、絞り加工、機械切削、研磨など殆どの工程で油が必要であり、かつその油は表面のみならず、僅かではあるが、金属内部にまで押し込まれている、この押し込まれた油は脱脂洗浄では完全に取り除くことは不可能で、長期間汚れとして検出される。電解研磨はステンレス表面の20μ~30μを溶解して取り除くので、油も一緒に取り除き完全な脱脂が可能となる、実測で1㎡あたり0.06mg以下の検出限界以下となる。
電解研磨とは、ステンレス製品を電解研磨溶液中に浸漬させながらプラス(陽極)側として電流を流し、電気化学的に溶解させ、平滑化及び鏡面化を施す処理方法です。
ステンレス製品の表面の微細な凸凹は研磨されると同時に機械加工等による変質層も除去され、不動態皮膜が形成されて耐食性が向上します。
また複雑な形状の製品のバリ取り等の研磨には、最も有効な処理方法です。
化学研磨とは、ステンレス製品を溶解力のある酸系液に光沢剤を添加し化学反応をさせた溶液に浸漬させて研磨する処理方法です。
機械研磨では仕上げることが難しい加工形状や、極薄板等の微細なバリ取り・凸凹除去・光沢研磨を同時に行う処理です。
処理時間を管理することによってミクロン単位での研磨量を調整することが可能であり、ムラがでにくく、複雑な形状に対応できます。
また、一度に大量処理することが可能なので生産効率が良く、ローコストな処理方法です。
東陽理化学(株)引用


{kind=link}